
29 Nisan 2022'de Ticarekt Bakanlığı tarafından yayımlanan genelge ile posta ve hızlı kargo taşımacılığı ve ilgili gümrük işlemleri hem açıklanıyor hem de düzenleniyor.
T.C.
TİCARET BAKANLIĞI
Gümrükler Genel Müdürlüğü
Sayı :E-18723479-153.18-00074312551 29.04.2022
Konu :Posta ve Hızlı Kargo Taşımacılığı-Gümrük İşlemleri
GENELGE
(2022/9)
29.09.2009 tarihli ve 2009/15481 sayılı Bakanlar Kurulu Kararı ile yürürlüğe konulan 445...

Oğlumun odası için masif ahşap çalışma masası yaptım. Yapım sürecini de adım adım burada bulabilirsiniz.
Ömer'in odasında yakın zamanda bir tadilat yaptık ve genişçe bir cam açtık. Burada 2 tane şeye çok özeniyordu; birisi babannesinin onun için yaptığı palmiye resmini asmak (Areka'nın arkasında görünüyor :) ) bir diğeri de güzel bir çalışma masası.
Çalışma masası için daha...
Coronavirus salgınında en etkili mücadele nasıl olmalı? Zorunlu karantinalar mı mücadelede daha etkili yoksa evlerimizde kalarak sosyal mesafeyi korumak mı? Gereksiz bir korku ve panik mi yoksa bilinçli bir ön hazırlık ve farkındalık mı?
14 Mart 2020 tarhinde Washington Post tarafından yayımlanan ve ses getiren bu makaleyi Türkçeye tercüme ederek sizlerle paylaşıyorum. Virüsle mücadelede Nisan ayı ortasına kadar vatandaş olarak bizlerin göstereceği irade belirleyici olacak. İtalya gibi herşeyin 2-3haftada alıp vermesini izleyerek gafil mi avlanacağız yoksa devletimizin...
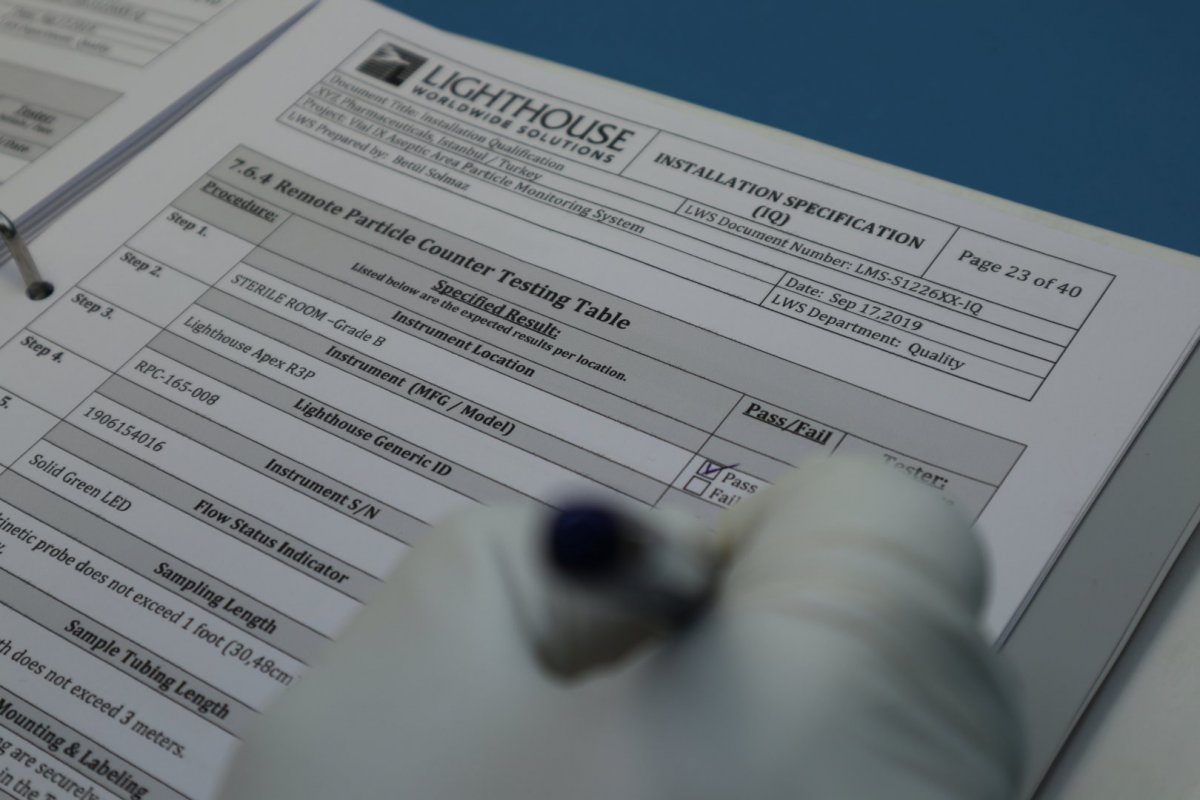
Canlı ve cansız partikül izleme sistemlerinin ISPE GAMP5'e uygun bir validasyon sürecinde takip edilecek adımları, dikkat edilmesi gereken validasyon testleri nelerdir gelin hep birlikte bakalım.
To read this article in English, please visit; How to Validate your Online Monitoring System?
Öncelikle bu makaleye geçmeden hatırlatmakta fayda var. Bu makale websitemde yeralan Temizoda Partikül İzleme Sistemi Nasıl Tasarlanır? isimli makalenin devamı niteliğinde. Henüz okumadıysanız başlamadan göz gezdirmekte fayda var.
Bir önceki yazımızda, bir izleme...
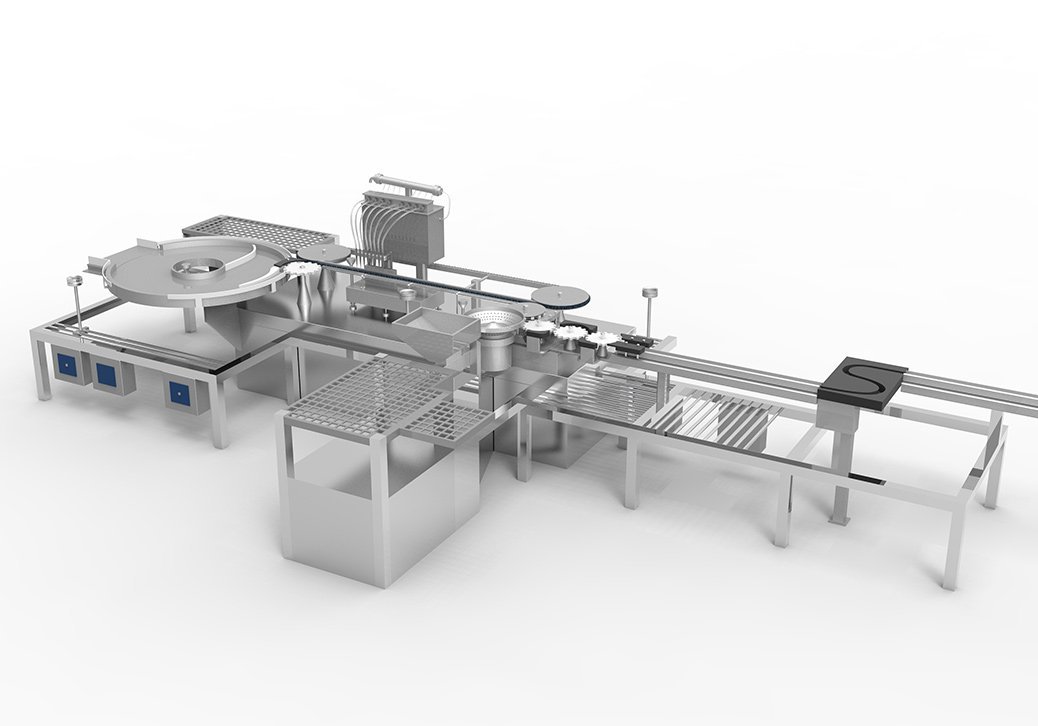
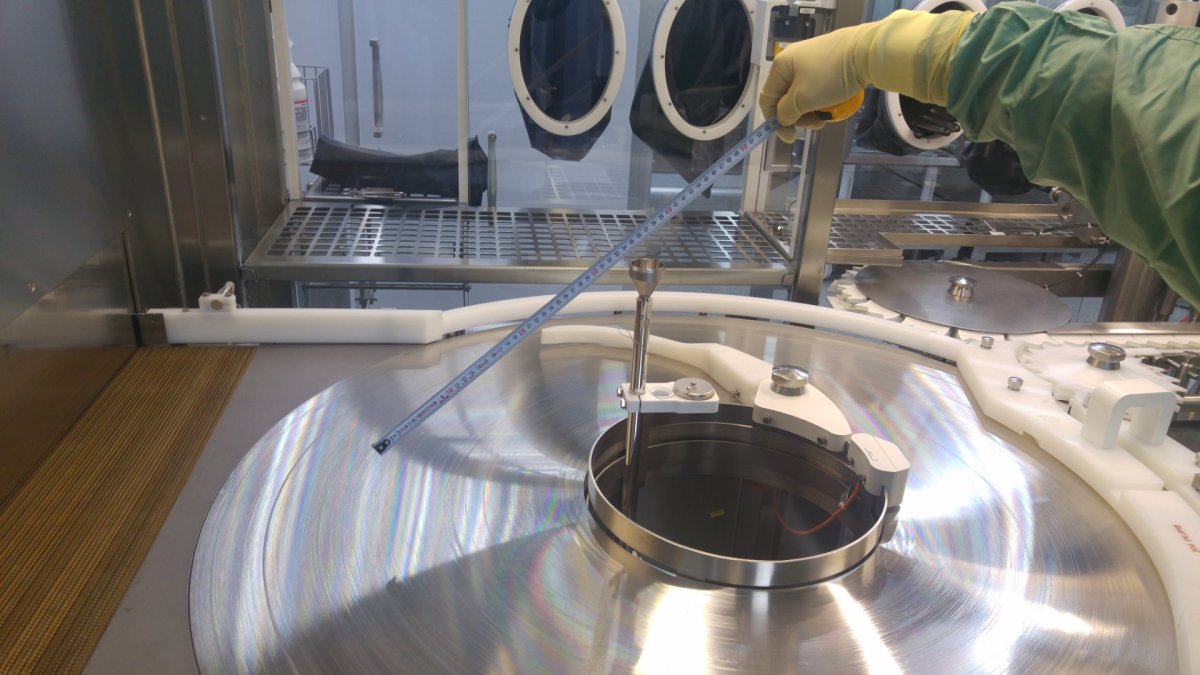
Steril ilaç üretim tesislerinde online partikül izleme sistemlerinin tasarımı nasıl olmalı, nereden başlamalı ve neler dikkat etmeliyiz?
Bu kısımda yasal düzenlemelere uygun temiz oda izleme sisteminizi tasarlayabilmeniz için size basit ve açıklayıcı adımlar öneriyorum. Bu listeyi 4 aşamaya daraltabiliriz. Planlama, Sistem Tasarımı, Sistem Kurulumu, ve Sistem Kullanım ve Bakımı. Lütfen bu makalenin genel olarak temizoda cansız partikül izleme sistemi üzerine odaklandığını unutmayın. Bununla...
HVAC ve Proses Ekipmanları Hava Filtreleri İyi Uygulama Klavuzu ISPE (Uluslararası Farmasötik Mühendisleri Derneği) Tarafından Aralık 2019'da yayımlandı.
2015 yılında çalışmalarına başladığımız ve yazarlarından biri olduğum "ISPE Good Practice Guide: HVAC & Process Equipment Air Filters / ISPE İyi Uygulama Kılavuzu: HVAC ve Proses Ekipmanları Hava Filtreleri" dökümanı Aralık 2019'da yayımlandı.
ISPE Good Practice Guide: HVAC & Process Equipment Air Filters Nedir?
ISPE İyi...

Gazoz kapağı koleksiyonunu ölümsüzleştirmek ve fonksiyonel bir amaçla bütünleştirmek için epoksi ile kaplayarak kullanışlı ve fonksiyonel bir epoksi masa yapıyoruz.
Epoksi reçine kullanarak farklı ürünler yapmak oldukça kolay. Son dönemde takı ve aksesuar dışında epoksi reçineyi ahşap ile buluşturan dekoratif yemek masalarından mobilya ve aksesuarlara kadar pekçok farklı ürün üretiliyor. Biz de bu konseptten yola çıkarak değerli arkadaşım Mustafa ve oğlu Efe'nin gazoz kapağı koleksiyonuna...
Easy steps to guide you to design your cleanroom monitoring system accrding to current ISO 14644 Standards and GMP Annex1 Regulation.
In order to design your regulatory-compliant cleanroom monitoring system, here we suggest you simple and self-explanatory steps. We can narrow this list down in 4 stages. Planning, System Design, System Installation and System Use & Maintenance. Please note that this article focuses on cleanroom non-viable particle monitoring system in general. However, many points can be applied into viable...

Port Elizabeth'te gördüğüm bir camii'nin izinden yola çıkarak keşfettiğim Osmanlı Alimi Ebubekir Efendi'nin hayat hikayesi ve sağlığında Güney Afrika için yaptığı hizmetlere gelin hep birlikte bakalım.
Instagram'daki hikaye paylaşımlarımı takip ediyorsanız muhtemelen biliyorsunuzdur. Son birkaç gündür Güney Afrika'dayım. 13 Mayıs Pazartesi günü sabah erkenden de Johannesburg'tan Port Elizabeth'e iş için geldim. Havaalanından iş adresine geçerken yolda camiye benzer bir yapı dikkatimi çekti. Giderken çok net...









2019 yazında Güney Afrika'da geçirdiğim bir haftadan "Bird Garden"da objektifime yansıyanlar.
Johannesburg'un kuzeyindeki Fourways'deki Montecasino, oyun, alışveriş ve eğlence tesisleri ile ünlü bir alışveriş ve yaşam merkezi. Komplekste ayrıca yerel ve uluslararası yemekler sunan çeşitli restoranlar var. Oldukça da leziler. Ancak Montecasino sadece kumar, alışveriş ve gastronomik lezzetlerle ilgili değil: kompleks aynı zamanda en iyi doğal cazibe -...
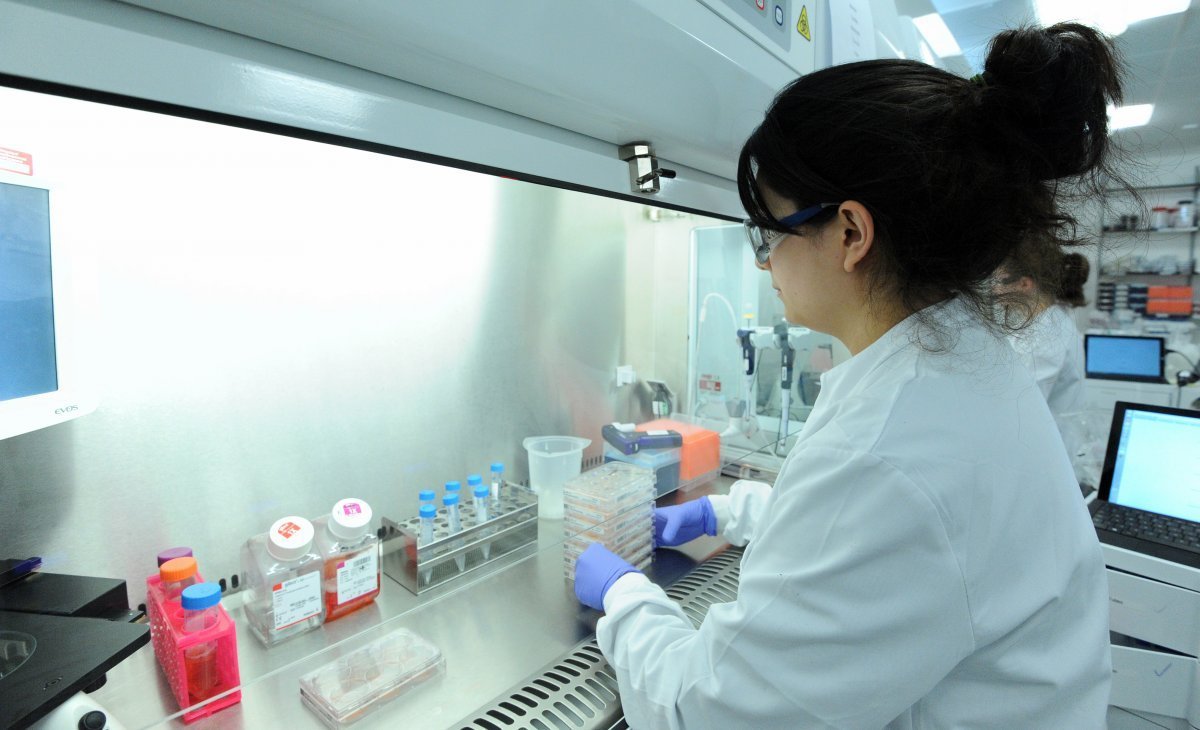
Bir kök hücre tesisi nasıl GMP'ye uygun hale gelir ve Bina Otomasyon Sisteminden ayıran temel özellikler nelerdir? Sıkça karşılaştığım 7 soruya açıklayalım.
Gelişen teknoloji sayesinde sağlık alanında pek çok yenilik özel uygulamaları da beraberinde getirmekte. Sağlık alanındaki son yılların en aktif ve üretken konusu hiç şüphesiz kök hücre tabanlı tedavi hizmetleridir. Gerek karmaşık yapısı gerekse elde etme, üretme, saklama ve uygulama açısından sayısız özel duruma sahip olması nedeniyle...

General Manager, EMEA Lighthouse Worldwide Solutions Contamination Control - Cleanroom Design – Environmental Monitoring – Risk Assessment – Leadership – Management Hasim Solmaz is General Manager of Lighthouse Worldwide Solutions EMEA Operations. Hasim’s focus is on cleanroom design and management concepts, environmental monitoring systems, pharmaceutical...
Devamı

















Singularity University, dünyanın en büyük zorluklarının üstesinden gelmek ve herkes için daha iyi bir gelecek inşa etmek için üstel teknolojileri kullanan küresel bir öğrenme ve inovasyon topluluğudur. Dünyanın acil problemlerine en hızlı ve pratik yoldan çözümler bulma fikri ile yola çıkmış insanların buluşma...
Devamı









ISO 14644-1:2015 Standardına uygun şekilde temizoda sınıflandırma testlerini ve temizoda validasyonunu kolayca yapabilenizi sağlayan 5 pratik adıma gelin hep birlikte bakalım.
ISO Teknik komite 209 uzunca bir süredir üzerinde çalıştığı ISO 14644-1:1999 standardının revizyonunu nihayet neticelendirdi. Şimdi herkesin aklında bir tek soru “yeni standartta bizi neler bekliyor?”
Bu soruya en hızlı ve pratik cevabı 5 adımda vermek mümkün. Aşağıda özetlemeye çalıştığım bu adımları uygulamanız halinde temizodanızı yeni...
















